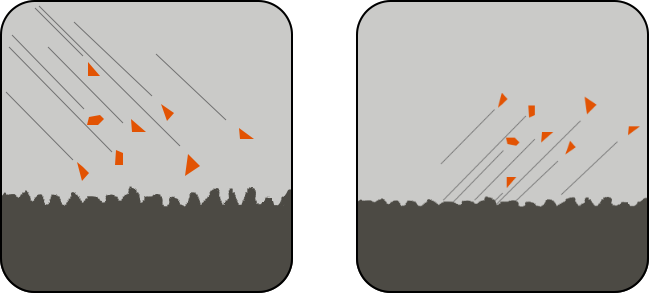
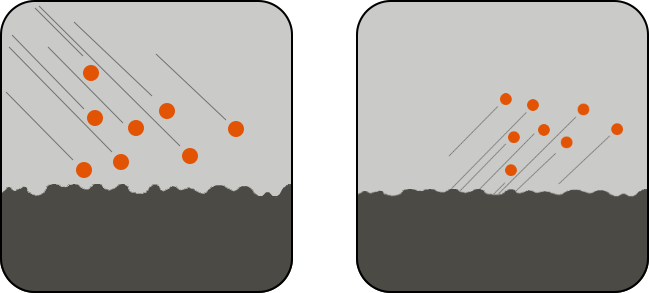
Glass beads, or glass bead abrasives, are most often used in general maintenance and blast cleaning processes. Blasting with glass beads allows the user to clean work pieces without significant surface removal. Due to its spherical shape, glass beads are also used in some peening applications. The shape also lends to a slow break down allowing for multiple turns and impacts.
The shape of glass beads allows for a four-step process in one application because they can clean, finish, peen, and in some cases even deburr. That combination provides a controlled and unique surface finish when compared to other common blasting abrasives. It leaves a nice, bright, satin finish on metallic surfaces.
Glass bead media is available in an assortment of sizes which allows for a variety of surface finishing and cosmetic textures for applications ranging from blasting, cleaning, peening, and deburring, to metal finishing and military-spec peening (AMS2431/6C).
Some specific applications for glass bead abrasives are sensitive metal surfaces, removing automotive paint, brightening grout, removing fungus and calcium deposits from tile, and polishing of various items (e.g. cast iron, stainless steel, aluminum, propellers and turbine blades).
Glass beads are chemically inert and will not leave contamination, or residue, on surfaces. However, they are not robust and will disintegrate (literally into dust) from striking substrate surfaces making this abrasive unsuitable for recovery and recycle.